

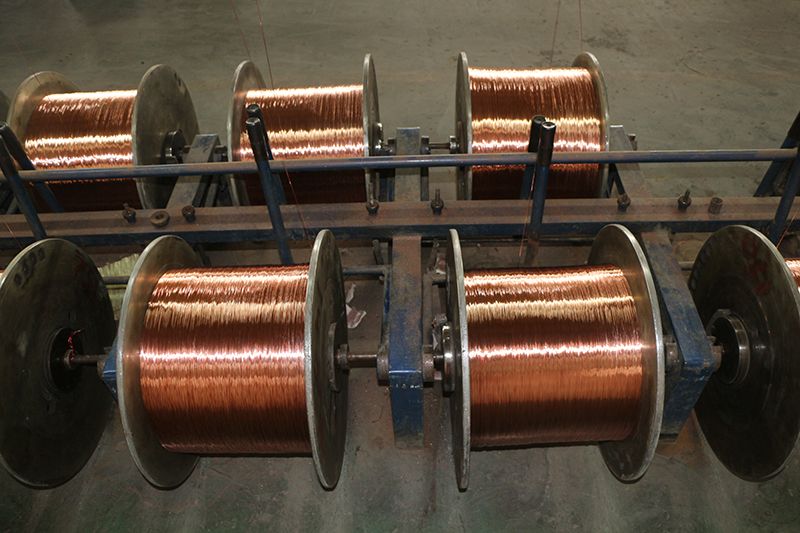




 聚脂漆包銅圓線系列
聚脂漆包銅圓線系列 01
源頭廠家
Source manufacturer本公司創建于1974年3月,目前是省內同行業中規模生產電磁線較早的生產廠家之一,歷史悠久,技術力量雄厚。我公司主要生產130級及180級聚酯漆包銅圓線,各種規格的裸銅線等幾大系列。

分類:銅桿產品系列 ——
一般用電解銅生產,電阻率低于低氧銅桿,因此在生產對電阻要求比較苛刻的產品中,無氧銅桿比較經濟;制造無氧銅桿要求質量較高的原材料;無氧銅桿顯得更為優越的是拉制直徑<0.5mm的銅線。6MM的無氧銅桿用于生產銅扁線。
主要用途
電線電纜生產的原材料
無氧銅桿
3mm的無氧銅桿用于拉絲,生產電線銅芯,漆包線。主要應用于電線電纜和電機。
低氧銅桿
低氧銅桿的含氧量一般在200(175)—400(450)ppm,一般,拉制直徑>1mm的銅線時,低氧銅桿的優點比較明顯。
著色工藝流程
1、處理工藝:除油除銹除氧化皮——水洗——酸洗拋光——水洗——中和——水洗——著色處理——水洗——干燥及其它后處理。
2、酸洗拋光推薦使用銅材酸洗拋光液進行處理。目的是使黃銅表面具有光澤。
3、本品為工作液,將工件浸泡于本品中,2分鐘左右黃銅表面即變成黑青色,根據實驗結果。浸泡時間為20-25分鐘時,表面變色質量好,可獲得較好的防銹性能。工件可重復浸泡,增加變色層厚度,可獲得滿意效果。
4、如想達到古銅色,經上述步驟處理后,可用砂紙摩擦,方可達到理想的效果。

游樂設備

電力行業

冶金鑄造

印刷設備
裝備制造

立體倉儲

中轉料場

路橋預制



相關推薦



友情鏈接:
版權所有 衛輝市云波漆包線有限公司 備案號:豫ICP備12025185號-1
13839062898

掃一掃 關注我們