
熱銷推薦產品
-

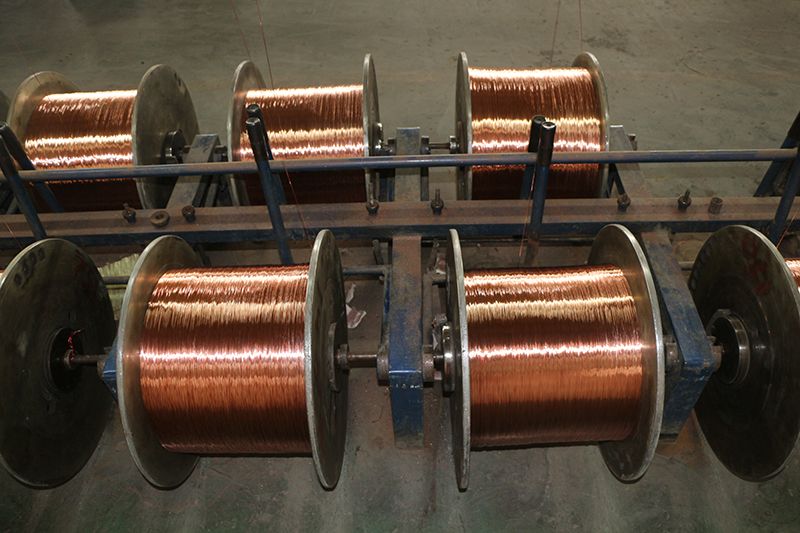
聚脂漆包銅圓線
聚脂漆包銅圓線系列
-

聚酯亞胺漆包圓銅線
聚酯亞胺漆包圓銅線
-
扁銅線
扁銅線
-

漆包銅圓繞組線
裸線系列




 聚脂漆包銅圓線系列
聚脂漆包銅圓線系列 



